 まず、シェフィールドエキシビジョンナイフを参考にして、考察する
まず、シェフィールドエキシビジョンナイフを参考にして、考察するどれにしようか、迷う
ハンドルの彫刻は左で、ブレード数は右、しめて24ブレード
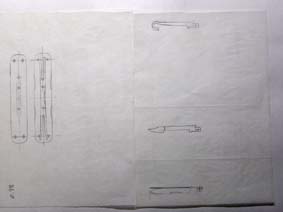
この製図は、だいぶ前2年ほどかな?
作りたい作りたいと思ってずっと、お蔵入りしていたモデルです
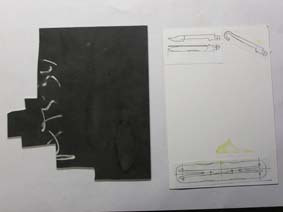
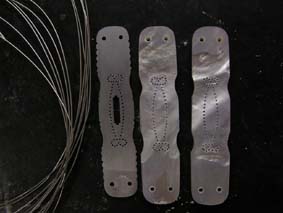
製図をコピーして型紙を起こす
使用鋼材ATS34、1.5ミリ厚
鋼材が足らない、しんかい刃物に注文しなくては・・・
2004/03/19

型紙から5ミリ鋼材に写して、外形を削りピン穴を開ける
上下左右対称なモデルなので、冶具等を使って正確に削りだすやり方も有りますが
ラインが単純なので自分の目を信じて微妙に削る!
視力は昨年の健康診断では2.0と1.5なのだが、これ削っている時ピントが合うのに時間が
かかる、あれっ老眼の始まりか?不安!
友人の奥様曰く、あなたも私と同じように視力が良いのなら、老眼来る時は早いですよ〜
半年で、階段を転げ落ちるように来ますよ!
おいおい、いつ来るのやら、もし来たら速攻で眼鏡掛けますです、はい
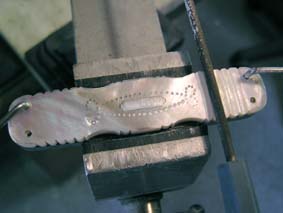
画像は正確な穴の開け方の一例です、工作物をバイスグリップで固定する、ただそれだけ
ドリルのキリも折れにくいようです
スプリングのマスター調整、これで熱処理に出す
2004/03/24
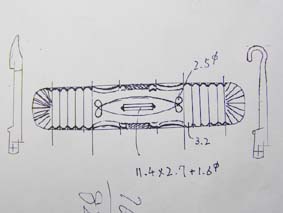
ハンドル部のラフスケッチと寸法決め、おっなかなか良いかも

ブレードのマスター作製、大体のところで止める
微妙なところはハンドル部のマスターが熱処理から帰ってきてから
いかりや長介さんのご冥福をお祈り申し上げます、合掌
2004/03/30

各ブレードマスター作製

スプリングマスターの調整と、ブレードマスターの閉じ込み調整
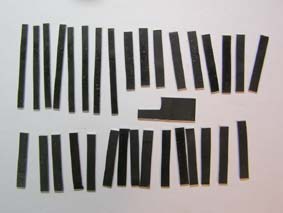
スプリング、ブレードの切り出し、予備も含める
この本数加工するとなると、ちょっと憂鬱
2004/04/15

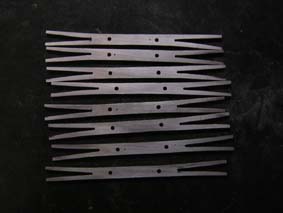
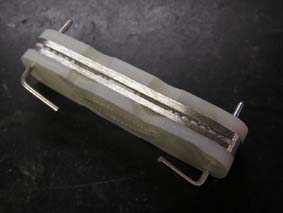
スプリング用に切り出した鋼材にピン用の1.6ミリの穴あけと、松葉の根元と言いますか
スプリングの根元に鋸刃で切る時に止める為の1.0ミリの穴あけ、コンターマシンで
切り込んでその内側をベルトで仕上げる、内部に角になる部分が無いようにする
Uの字状態にしてスプリングが折れにくいようにする為です
隙間が1.0ミリしかないのでヤスリで削るよりもベルトで仕上げたほうが
早いし、綺麗になります

スプリングの根元2.0ミリ、先端1.2ミリ、長さ20ミリになる様に削り込んでゆく
曲がり具合を微調整、ブレードピン穴に触るくらい

冶具にはめ込んでベルトサンダーで平面研磨
6本で良いのだが、予備を作っておく
余ったら同じモデルの4ブレード出しでも出来る
これで熱処理に出す
2004/04/16

各ブレードにピン穴開け
ピン穴を基準にして外形をケガク

外形の荒削り

バックスクェアをフライス盤でそろえる、13本づつ2回に分けて研削する
2004/05/03

ブレードの外形を研削する
同じ形にならないように頭をひねる

ブレードバックと平面を#120で削る
2004/05/05

ゴールデンウィークの家族サービスは近場の温泉でごまかし、さぁナイフメーキング!
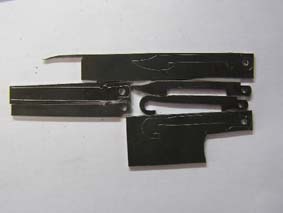
ブレードのネイルマーク側を研削する、通常はバイスグリップに挟んで削るのだが
フラットに削る時にバイスグリップのジョーがプラテンの付け根に当り作業不能
それならと冶具作製
いやぁ〜快適快適これこれ!

研削完了、ダイケムブルーを塗る

10ミリ厚の鉄板にクランプを自作して取り付けネイルマークをフライスで削る

ネイルマーク入れ完了
ブレード反対側も研削
2004/05/08

バックスクエアとチョイルを#800まで磨く
熱処理出し完了

ハンドル部、マスターの作製
シルバーピンインレイの穴あけ
2004/05/10

シールドの型抜きと外形の研削
熱処理までの工程の全部品、作業完了
熱処理に出す
2004/05/17

熱処理から帰ってきたところ

ハンドルマスターを基にしてハンドル材の穴あけと外形研削
ワイヤーインレイの為の穴あけ
2004/05/20
0.7ミリのシルバーをインレイし削った所
ライナー用に0.5ミリニッケルシルバーを使用
外形をそろえる

細かいところはヤスリで仕上げる
2005/05/23

細かいところはヤスリで仕上げる、その2

リューターを使って磨く
その後バフ掛け

シールド溝の加工
ハンドルマスターを重ねて固定しフライス盤で研削
角の様な細かなところは自作の彫刻刀で削る
シルバー925の1ミリ板からシールド作製
インレイ後、1ミリピンで止める
ハンドルの表と裏の加工
丸やすりと三角やすり、平やすりを駆使

ヤスリでの削り加工

リューター、サンドペーパー、バフ掛け
ハンドル部完成
なんと妖しいひかり き、綺麗!
2005/05/26

仮組プレート作製、2種類

ライナーの仕上げ、ブレードの接触が無いように0.05ミリ前後余分なところを
#240のベルトの角を使って削り取る
#600で仕上げ

黒檀の仮組プレートを使ってピンを立てておく
組み終わってニッパーでピンを切断する為に厚革を敷いて置く

ブレードの配置決め
2004/05/30

1層目完成、工程は2層目から
2層目に着手
開閉位置調整とスプリングの強さ調整

調整完了後、側面の仕上げとリカッソを#400まで加工

仮組プレートを使って、ブレードの研削

ブレードを開いた所
この状態で、閉じ込みの調整をしながら、バーキングで#60、#120、#240、#400と
研磨して行く
2004/06/06

後は冶具に挟んで、耐水ペーパーの#1000、#1200、#1500で手仕上げ
の後、青棒を付けた布バフでミラー仕上げ
2層目完成

3層目に着手したところで、どうもネイルファイルの厚みが気になり
作り直し、スプリングも予備を2本使ってしまったので、3本追加作製
ここまで来ると先は見えているのだが、憂鬱になって先に進まない・・・
「よっしゃ」6月一杯に何が何でも仕上げる、失敗しなかったら・・・
2004/06/13

3層目、完成

4層目、完成

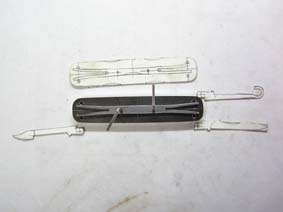
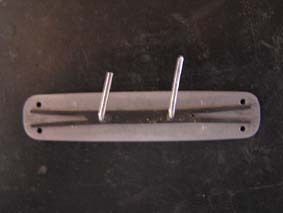
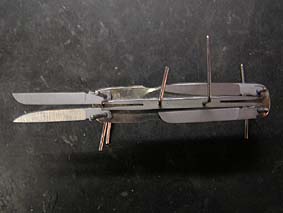
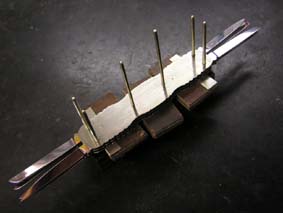
ここで冶具紹介
スリップジョイントでブレードをスプリングに組み込む時に
てこの原理でブレードピンを支点にして、精密ドライバー(−)を
差込、スプリングを作用点にしておこして、ブレードを収めます。
ですので、精密ドライバー(−)先端の直径はブレードの厚みより
小さくなくてはいけません、2ミリ以上のブレードは市販の物で間に合いますが
1.5ミリとなると、どうもいけませんので自作しました、画像最下の物です
1.6ミリのステンレス鋼線(釣具店で購入)の先端を削って、アイボリーを丸く
削り、1.6ミリの穴を開けて入れ込んだものです
2004/06/25

5層目完成
2004/07/03

6層目完成
仮組プレートから取り外し、スプリングを止めているピンをライナーにかしめる
僅かに出ているピンをヤスリと#400ペーパーを使って平らにする

ハンドル材を収め、ピンを傘打ちして完成

収まり具合がなんともGOODです
ホームへ